











 ご相談・お問い合わせ
ご相談・お問い合わせ お見積り
お見積り カタログダウンロード
カタログダウンロード 応力測定:042-741-7690
応力測定:042-741-7690モータでは、モータに入力する電力とモータから得られた動力の差のことを「損失」と呼ばれます。損失には、主なものとして「銅損」・「鉄損」・「機械損」の3種類があります。
近年のモータは、省エネルギーで高効率、高出力であることが求められており、損失を細かく把握することが重要です。そのため、シミュレーションによる設計値の算出だけでなく、実際に使用状況下において損失測定を行う必要があります。
測定方法
モータの損失測定は、JIS C 4034-2-1「回転電気機械-第2-1:単一速度三相かご形誘導電動機の損失及び効率の算定方法」に基づいて測定されます。この原理は、単一速度三相かご形誘導電動機だけではなく、駆動周波数で回転数を制御できる同期モータに対しても適用することができます。また、ブラシレスモータもフィードバック回路を外すと同期モータと同様に JIS C 4034-2-1 の方法で損失測定が可能です。
フィードバック回路を外して電圧制御を行うのは、モータの摩擦損・風損・鉄損を測定する場合のみであり、モータの負荷特性測定ではフィードバック回路をつけて実際の使用条件で測定を行います。
Ⅰ.機械損及び鉄損の測定
モータの機械損は、ベアリングの摩擦、回転部品の風損からなるもので、大きさは回転数(周波数)の関数です。鉄損は、ヒステリシス損と渦電流損からなるもので、大きさは回転数(周波数)と電圧(磁束密度)の関数です。
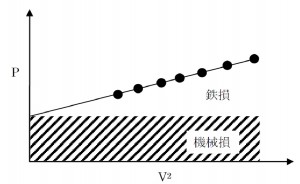
測定は過負荷状態で行い、電源周波数を一定にして回転数を固定し、電圧を変えながら電圧、電流、入力パワー(無負荷時損失)を数ポイント測定します。周波数固定の場合、機械損は一定になり、鉄損は電圧の2乗に比例します。グラフのX軸を電圧2乗にし、Y軸を入力パワーにしてグラフ化すると、鉄損のリニアグラフになります。入力パワーカーブをV=0まで外挿すると、電圧0点の入力パワーがその回転数での機械損になります。機械損は同じ回転数でも変わらないため、各ポイントでの機械損を引いた残りがそのポイントの鉄損となります。わずかな銅損もありますが、電流I²×抵抗Rの計算値で除去することも可能です。
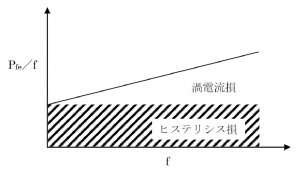
鉄損は、ヒステリシス損と渦電流損からなります。ヒステリシス損は周波数に比例し、渦電流損は周波数の2乗に比例するため、各周波数での鉄損Pfeと周波数fの比と周波数fの関係から、ヒステリシス損と渦電流損を分離することも可能です。
Ⅱ.銅損
各回転数、負荷時の銅損(ジュール損)は、パラメータで入力した抵抗値Rと測定した電流Iでポイント毎にI²Rで求められます。
Ⅲ.負荷
負荷=回転数×トルク×2π/60で求められます。
Ⅳ.漂遊負荷損
漂遊負荷損は全体入力パワーから各損失(鉄損+銅損)と負荷を引いた残りになります。